
Pour info, la machine est réparée (jusqu'au prochain rouleau qui lâche).
Le premier axe n'avait pas de vis plastique, mais la poulie était collée sur l'axe (moche), et la colle à lâché, donc la courroie qui entraîne tous les autres rouleaux n'était plus entraînée. J'ai modifié l'axe (usinage d'une rainure avec une petite fraise sur la PF) et la poulie (découpe d'une rainure au "fer a souder" de la zone 3D) pour y ajouter une clavette en plastique, découpée dans une plaque de plastique de 3mm et finie à la lime.
Il y a eu quelques déboires, dans l'idéal, la clavette aurait du être uniquement au niveau des dents de la poulie et pas du joint, la ou le plastique est beaucoup plus fin, et sa dimension aurait du être plus précise. Ça à causé la casse de la poulie, heureusement, comme c'est du PVC, la colle de plomberie fait bien le job.
Je l'ai quand même modélisé dans le doute, si le collage ne tient pas on pourra toujours l'imprimer ou l'usiner.
[Entretien machine] Graveuse PCB par aspersion
Modérateur : Flax


Re: [Entretien machine] Graveuse PCB par aspersion
Yes cool ! Merci ! 
Re: [Entretien machine] Graveuse PCB par aspersion
Pour info, la graveuse est en panne MAIS COMMENT EST-CE POSSIBLE ??? 
On l'a remis en route avec Zenos pour filmer la vidéo qui servira de référence "formation PCB" (et aussi parce qu'on comptait s'en servir pour une des séances avec les élèves de l'ESME), et comme elle était pas mal grippée, évidemment il y a un truc qui a lâché. Et là c'est carrément un rouleau qui s'est cassé, là on est bien.
Nous l'avons donc sortie pour la maintenance, et nous allons en profiter pour la retro-fitter pour que ces problèmes mécaniques disparaissent.
Il y a trois "chantier":
Concernant le troisième point, j'avais monté un petit support pour mettre trois capteurs de niveau (voir les messages précédents). Je l'avais attaché en haut de la cuve avec une vis nylon ... qui a cassé, cela va de soi. Donc il faut revoir ça, ce qui sera beaucoup plus facile avec la cuve vide et à peu près propre.
Mon idée était de commander l'arrêt du mécanisme automatiquement quand le niveau est trop bas. Mais il se trouve qu'il y a des petits PLC Telemecanique en stock, et que Zenos aurait bien envie d'en mettre un pour gérer ça, mais aussi le remplissage automatique, et la mise en fonction régulière de la machine pour éviter qu'elle se grippe.
Le PLC en question est un SR1A101BD, modèle arrêté en 2004. tellement obsolète que même leur soft de programmation qui va avec ne le supporte pas ... Et de toutes façons je doute qu'on ait le câble qui va avec. Bref, il va falloir le programmer à la main, ce qui est un peu pénible, mais devrait être faisable. j'ai quand-même utilisé leur soft pour faire un programme tel que je pense que ça pourrait le faire, en visant le modèle de remplacement en SR2. Ca permet de voir où on met les pieds, et d'avoir le programme écrit quelque part.
Ce modèle à 6 entrée logiques et 4 sorties à relais. Je suis parti sur les entrées suivantes:
Et pour les sorties, j'ai un doute : est-ce qu'on commande des voyants ou bien uniquement électrovanne + mise en route de la machine ? Parce qu'avec 4 sorties on ne va pas loin. Si on met une LED rouge et une LED verte on a déjà plus que deux soties pour activer le remplissage et enable le circuit. Il faudrait une autre sortie pour allumer la machine.
Bon, si on fait:
J'ai fait un programme que je met en PJ, "no_maintenance". Celui-ci n'a donc pas de mise en route automatique régulière.
Si on change les sorties:
C'est le programme en PJ "maintenance", avec mise en route automatique régulière.
Dans les deux cas, j'ai donc mes trois capteurs, un bouton pour reset les éventuels défauts, et un bouton pour forcer l'électrovanne de remplissage. L'électrovanne est soumise à un timeout de 5 minutes : si on la laisse activée trop longtemps on déclenche un défaut qui s'auto-maintient et doit être reset par le bouton de reset (le bouton de forçage n'est pas impacté). J'ai aussi mis un timer de 30 secondes sur la détection d'incohérence capteur, pour éviter d'avoir trop de faux positifs. De toutes façons il faudra ajuster les longueurs de timeout, là j'ai mis de valeurs un peu au pif.
Timeout électrovanne : activée pendant trop longtemps -> problème
Coherence capteur : les capteurs donnent des valeurs qui sont physiquement impossibles -> problème
D'une façon générale j'ai fait un peu comme quand je fais du VHDL : dans un premier temps j'ai des signaux internes qui vont définir un "état logique" en fonction des entrées, et je vais actionner les sorties en fonction de ces états logiques, chaque sortie ayant sa ligne dédiée pour ne pas se mélanger les pinceaux. Ce n'est pas forcément très optimisé, mais c'est plus facile à maintenir. Je pense que j'ai quand-même un peu trop de latches, mais ce n'est pas très grave.
Pour la version avec maintenance régulière, j'ai donc viré la LED OK pour mettre une activation de la graveuse. Et j'ai ajouté un timer d'attente entre deux maintenances (par défaut 24h) et un timer de maintenance (par défaut 5 minutes). Ça se reset par le bouton reset, et donc ça attend 24h (moins 5 minutes), puis ça active la sortie correspondante pendant 5 minutes, puis ça attend encore 24h moins 5 minutes, etc. Je pars du principe qu'on fera un circuit après pour forcer les commandes relai comme il faut côté graveuse. J'ai aussi ajouté un clignotement de la LED défaut, pour qu'on sache que c'est en train de faire un tour de maintenance. Il n'y a pas de RTC dans ce modèle, donc c'est purement incrémental.
Pour le timeout remplissage, mettre une valeur d'attente fixe est très simpliste. On pourrait faire une sorte de calcul de remplissage par rapport à la position des capteurs, le volume d'eau jusqu'au prochain capteur, le débit de remplissage, pour compter la quantité d'eau qu'on est censé ajouter dans la cuve, et détecter si les informations capteurs ne traduisent pas l'évolution du remplissage, ça serait plus précis. Mais plus compliqué aussi. On pourrait aussi ajouter de l'affichage et du comptage du nombre de maintenances, du nombre de remplissages, du nombre d'erreurs ... Mais bon, plus tard.
On l'a remis en route avec Zenos pour filmer la vidéo qui servira de référence "formation PCB" (et aussi parce qu'on comptait s'en servir pour une des séances avec les élèves de l'ESME), et comme elle était pas mal grippée, évidemment il y a un truc qui a lâché. Et là c'est carrément un rouleau qui s'est cassé, là on est bien.
Nous l'avons donc sortie pour la maintenance, et nous allons en profiter pour la retro-fitter pour que ces problèmes mécaniques disparaissent.
Il y a trois "chantier":
- Réparer le rouleau cassé
- Modifier le système d'entrainement et les joints
- Implémenter la détection de niveau et le remplissage automatique
Concernant le troisième point, j'avais monté un petit support pour mettre trois capteurs de niveau (voir les messages précédents). Je l'avais attaché en haut de la cuve avec une vis nylon ... qui a cassé, cela va de soi. Donc il faut revoir ça, ce qui sera beaucoup plus facile avec la cuve vide et à peu près propre.
Mon idée était de commander l'arrêt du mécanisme automatiquement quand le niveau est trop bas. Mais il se trouve qu'il y a des petits PLC Telemecanique en stock, et que Zenos aurait bien envie d'en mettre un pour gérer ça, mais aussi le remplissage automatique, et la mise en fonction régulière de la machine pour éviter qu'elle se grippe.
Le PLC en question est un SR1A101BD, modèle arrêté en 2004. tellement obsolète que même leur soft de programmation qui va avec ne le supporte pas ... Et de toutes façons je doute qu'on ait le câble qui va avec. Bref, il va falloir le programmer à la main, ce qui est un peu pénible, mais devrait être faisable. j'ai quand-même utilisé leur soft pour faire un programme tel que je pense que ça pourrait le faire, en visant le modèle de remplacement en SR2. Ca permet de voir où on met les pieds, et d'avoir le programme écrit quelque part.
Ce modèle à 6 entrée logiques et 4 sorties à relais. Je suis parti sur les entrées suivantes:
- Entée capteur niveau max
- Entrée capteur niveau ok
- Entrée capteur niveau bas
- Bouton reset
- Bouton forçage remplissage
Et pour les sorties, j'ai un doute : est-ce qu'on commande des voyants ou bien uniquement électrovanne + mise en route de la machine ? Parce qu'avec 4 sorties on ne va pas loin. Si on met une LED rouge et une LED verte on a déjà plus que deux soties pour activer le remplissage et enable le circuit. Il faudrait une autre sortie pour allumer la machine.
Bon, si on fait:
- Sortie LED OK (niveau d'eau suffisant)
- Sortie LED NOK (niveau critique / incohérence mesures capteurs)
- Sortie électrovanne (pour remplir la cuve)
- Sortie enable (pour autoriser / interdire la mise ne route de la machine)
J'ai fait un programme que je met en PJ, "no_maintenance". Celui-ci n'a donc pas de mise en route automatique régulière.
Si on change les sorties:
- Sortie LED NOK (niveau critique / incohérence mesures capteurs)
- Sortie commande mise en route
- Sortie électrovanne (pour remplir la cuve)
- Sortie enable (pour autoriser / interdire la mise ne route de la machine)
C'est le programme en PJ "maintenance", avec mise en route automatique régulière.
Dans les deux cas, j'ai donc mes trois capteurs, un bouton pour reset les éventuels défauts, et un bouton pour forcer l'électrovanne de remplissage. L'électrovanne est soumise à un timeout de 5 minutes : si on la laisse activée trop longtemps on déclenche un défaut qui s'auto-maintient et doit être reset par le bouton de reset (le bouton de forçage n'est pas impacté). J'ai aussi mis un timer de 30 secondes sur la détection d'incohérence capteur, pour éviter d'avoir trop de faux positifs. De toutes façons il faudra ajuster les longueurs de timeout, là j'ai mis de valeurs un peu au pif.
Timeout électrovanne : activée pendant trop longtemps -> problème
Coherence capteur : les capteurs donnent des valeurs qui sont physiquement impossibles -> problème
D'une façon générale j'ai fait un peu comme quand je fais du VHDL : dans un premier temps j'ai des signaux internes qui vont définir un "état logique" en fonction des entrées, et je vais actionner les sorties en fonction de ces états logiques, chaque sortie ayant sa ligne dédiée pour ne pas se mélanger les pinceaux. Ce n'est pas forcément très optimisé, mais c'est plus facile à maintenir. Je pense que j'ai quand-même un peu trop de latches, mais ce n'est pas très grave.
Pour la version avec maintenance régulière, j'ai donc viré la LED OK pour mettre une activation de la graveuse. Et j'ai ajouté un timer d'attente entre deux maintenances (par défaut 24h) et un timer de maintenance (par défaut 5 minutes). Ça se reset par le bouton reset, et donc ça attend 24h (moins 5 minutes), puis ça active la sortie correspondante pendant 5 minutes, puis ça attend encore 24h moins 5 minutes, etc. Je pars du principe qu'on fera un circuit après pour forcer les commandes relai comme il faut côté graveuse. J'ai aussi ajouté un clignotement de la LED défaut, pour qu'on sache que c'est en train de faire un tour de maintenance. Il n'y a pas de RTC dans ce modèle, donc c'est purement incrémental.
Pour le timeout remplissage, mettre une valeur d'attente fixe est très simpliste. On pourrait faire une sorte de calcul de remplissage par rapport à la position des capteurs, le volume d'eau jusqu'au prochain capteur, le débit de remplissage, pour compter la quantité d'eau qu'on est censé ajouter dans la cuve, et détecter si les informations capteurs ne traduisent pas l'évolution du remplissage, ça serait plus précis. Mais plus compliqué aussi. On pourrait aussi ajouter de l'affichage et du comptage du nombre de maintenances, du nombre de remplissages, du nombre d'erreurs ... Mais bon, plus tard.
- Fichiers joints
-
- prog_zelio_pcb_no_maintenance.zip
- (8.4 Kio) Téléchargé 771 fois
-
- prog_zelio_pcb_maintenance.zip
- Programme avec maintenance régulière.
- (8.67 Kio) Téléchargé 790 fois


Re: [Entretien machine] Graveuse PCB par aspersion
j'ai cru comprendre que la partie PCB etait en stand bye
donc plus possible de fabriquer un circuit imprimé
je suis disposé a aider
qui est sur le coup ?
a+
donc plus possible de fabriquer un circuit imprimé
je suis disposé a aider
qui est sur le coup ?
a+
Re: [Entretien machine] Graveuse PCB par aspersion
Il faut finir de faire l'upgrade de la machine à graver, upgrade qui est bien avancée.
Airman est sur le coup.
Airman est sur le coup.
Re: [Entretien machine] Graveuse PCB par aspersion
si AIRMAN a besoin d'un grouillot qu'il le dise
papy F1CHF
papy F1CHF

Re: [Entretien machine] Graveuse PCB par aspersion
C'est bon Papy, j'ai trouvé des grouillots pour faire les pièces.
Il reste à faire un tendeur de chaine dans une tôle d'acier voir inox et usine 1 axe et des bagues pour le galet enrouleur qui fonctionne.
On a testé les dernières modifs mardi dernier et la conclusion c'est que coté moteur d'entrainement ça a toujours l'air bon mais le moteur glisse dans ses lumières et la tension de chaine se dérègle au bout d'une demie heure de fonctionnement et au bout d'une heure ça saute des dents. On est donc sur la bonne voie pour la remettre en service d'ici quelques semaines.
Il reste à faire un tendeur de chaine dans une tôle d'acier voir inox et usine 1 axe et des bagues pour le galet enrouleur qui fonctionne.
On a testé les dernières modifs mardi dernier et la conclusion c'est que coté moteur d'entrainement ça a toujours l'air bon mais le moteur glisse dans ses lumières et la tension de chaine se dérègle au bout d'une demie heure de fonctionnement et au bout d'une heure ça saute des dents. On est donc sur la bonne voie pour la remettre en service d'ici quelques semaines.
Re: [Entretien machine] Graveuse PCB par aspersion
ok mon offre reste valable si ça peut aider
a+
papy F1CHF
a+
papy F1CHF
-
Eric


- Messages : 481
- Enregistré le : 09 mars 2017, 10:09
- Localisation : Electrolab
- Référent : Zone Élec
Re: [Entretien machine] Graveuse PCB par aspersion
Effectivement, si le moteur glisse dans ses lumières ce qui a pour conséquence de faire relacher la courroie, seules des améliorations/modifications de la mécanique permettront de vraiment résoudre le problème.
Il y a plusieurs manières de faire :
- le galet tendeur de courroie (c'est manifestement l'orientation qui a été retenue)
- le blocage du moteur en rotation par effet de levier à l'aide d'une vis placée dans le plan normal (au sens géométrique) de l'axe de ce même moteur. Ainsi, ce dernier reste là où il faut et garde la courroie tendue. C'est fait de cette manière pour certains alternateurs de voiture ou ici (@Airman connait bien le sujet ). Par contre faut avoir un peu de place libre près du moteur pour installer un tel dispositif.
). Par contre faut avoir un peu de place libre près du moteur pour installer un tel dispositif.
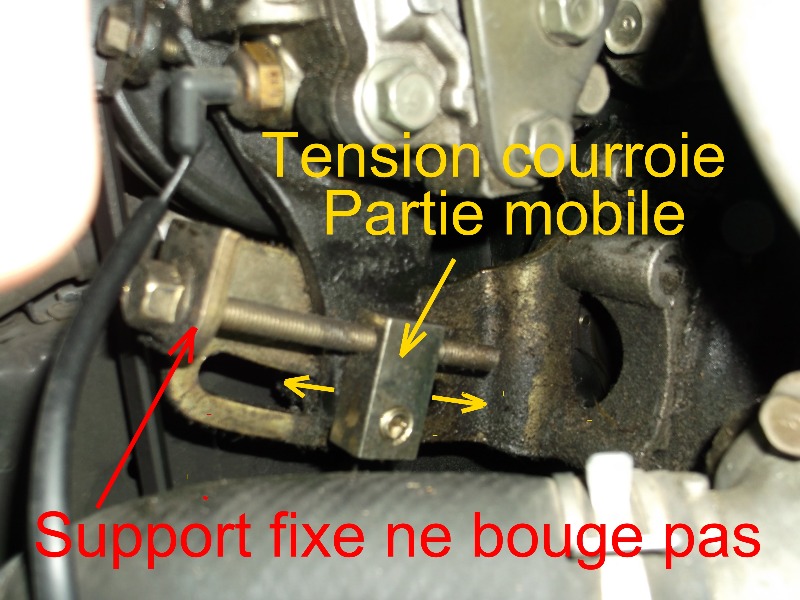
- usiner les lumières de maintien du moteur pour qu'elles soient crantées, comme la crémaillère de cette pince.
Le positionnement des crans doit évidemment être tel que la tension de la courroie retienne le moteur dans un cran donné.
Eric
... a du cran
update #1 : typo
Il y a plusieurs manières de faire :
- le galet tendeur de courroie (c'est manifestement l'orientation qui a été retenue)
- le blocage du moteur en rotation par effet de levier à l'aide d'une vis placée dans le plan normal (au sens géométrique) de l'axe de ce même moteur. Ainsi, ce dernier reste là où il faut et garde la courroie tendue. C'est fait de cette manière pour certains alternateurs de voiture ou ici (@Airman connait bien le sujet
{kind=link} ). Par contre faut avoir un peu de place libre près du moteur pour installer un tel dispositif.
). Par contre faut avoir un peu de place libre près du moteur pour installer un tel dispositif.- usiner les lumières de maintien du moteur pour qu'elles soient crantées, comme la crémaillère de cette pince.
{kind=link}
Le positionnement des crans doit évidemment être tel que la tension de la courroie retienne le moteur dans un cran donné.
Eric
... a du cran
update #1 : typo
Modifié en dernier par Eric le 10 nov. 2023, 20:55, modifié 1 fois.
Re: [Entretien machine] Graveuse PCB par aspersion
Alors ça va fortement ressembler sur la principe, au tendeur d'alternateur que tu as montré.
On va utiliser un tôle pliée pour prendre les vis du moteur et tirer dessus pour le bouger dans ses lumières et une vis qui pousse sur le bâtis pour reprendre l'effort de glissement dans les lumières.
On ne fera pas ça sur le galet qui est dit enrouleur et pas tendeur car il a une position fixe et permet juste de forcer la passage de la chaine par le chemin voulu.
On a déjà un réglage qui existe et qui glisse, c'est con d'ajouter un réglage redondant qui risque de bouger et pour lequel il faudra en plus ajouter une vis de pression pour qu'il ne se dérègle pas.
Pour l'instant, on a une vis de 6 trop courte pour avoir un arrêt axial du galet qui pourrait se barrer si il lui en prenait l'envie.
On va utiliser un tôle pliée pour prendre les vis du moteur et tirer dessus pour le bouger dans ses lumières et une vis qui pousse sur le bâtis pour reprendre l'effort de glissement dans les lumières.
On ne fera pas ça sur le galet qui est dit enrouleur et pas tendeur car il a une position fixe et permet juste de forcer la passage de la chaine par le chemin voulu.
On a déjà un réglage qui existe et qui glisse, c'est con d'ajouter un réglage redondant qui risque de bouger et pour lequel il faudra en plus ajouter une vis de pression pour qu'il ne se dérègle pas.
Pour l'instant, on a une vis de 6 trop courte pour avoir un arrêt axial du galet qui pourrait se barrer si il lui en prenait l'envie.
Qui est en ligne
Utilisateurs parcourant ce forum : Aucun utilisateur enregistré et 1 invité